Stainless steel surface finishes do much more than determine how a tube looks. The finish influences corrosion resistance, cleanability, weldability, durability, maintenance requirements, and even the overall cost of a project. Choosing the right finish helps ensure that stainless steel tubes perform reliably in their intended environment, whether they are used for architectural structures, food processing equipment, sanitary systems, industrial machinery, or decorative applications.
From standard mill finishes like No. 2B to highly polished No. 8 mirror finishes and specialized treatments such as electropolishing, each surface finish offers different characteristics and advantages. The best choice depends on factors such as the service environment, fabrication process, hygiene requirements, appearance, and budget rather than appearance alone.
This guide explains the most common stainless steel surface finishes, how they are produced, their key properties, typical applications, and the differences between industry standards. It also provides practical guidance to help engineers, fabricators, distributors, and project buyers select the most suitable stainless steel tube surface finish for their specific requirements.

A stainless steel surface finish refers to the texture, appearance, and condition of the metal surface after manufacturing processes such as hot rolling, cold rolling, annealing, pickling, polishing, brushing, or electropolishing. Different finishing processes produce different surface characteristics, allowing stainless steel to meet a wide range of functional and aesthetic requirements.
Surface finish is more than a cosmetic feature. It influences corrosion resistance, cleanability, weldability, maintenance requirements, and overall product performance. Depending on the application, the same stainless steel grade can perform differently simply because it has a different surface finish.
For example, a No. 2B finish is widely used for industrial and process equipment, while Bright Annealed (BA) and electropolished finishes are commonly specified for hygienic applications. No. 4, hairline, and mirror finishes are preferred for decorative and architectural stainless steel tubes where appearance is equally important.
In general, stainless steel surface finishes can be divided into three main categories, each designed to meet different manufacturing and application requirements: mill finishes, produced directly during rolling and annealing; mechanically finished surfaces, which require additional grinding, brushing, or polishing after the mill stage; and specialty surface treatments, applied for specific performance or hygienic requirements beyond standard mechanical polishing.
Mill finishes are the standard surface finishes produced directly during the stainless steel manufacturing process through hot rolling or cold rolling, followed by annealing, pickling, and, where applicable, skin passing. They are widely used as the final surface for many industrial applications or as the starting point for further polishing and decorative finishing. The most common mill finishes include No. 1, No. 2D, No. 2B, and Bright Annealed (BA).
Before discussing the standard mill finishes, it is helpful to understand HRA (Hot Rolled Annealed), sometimes referred to as No. 0 Finish. HRA is the surface condition produced immediately after hot rolling and annealing, before additional processes such as pickling or cold rolling are applied.
Compared with the standard mill finishes used today, HRA has a rough, matte surface with visible mill scale, making it less suitable for applications requiring good appearance, corrosion resistance, or easy cleaning. As a result, it is primarily associated with stainless steel flat products and is seldom specified as a finished surface for stainless steel tubes.
Most international standards and commercial specifications begin with No. 1 Finish, which further improves the hot-rolled surface through pickling. Therefore, the following sections focus on the mill finishes most commonly used for stainless steel tubes and industrial applications.
No. 1 Finish is the standard hot-rolled mill finish produced by hot rolling the stainless steel, followed by annealing and pickling. The pickling process removes the oxide scale formed during heat treatment, resulting in a cleaner surface and improved corrosion resistance compared with the initial hot-rolled condition.
Although No. 1 Finish has a rough, dull, and non-reflective appearance, it offers good durability and is well suited to applications where surface aesthetics are not a primary concern. It is commonly selected for products that will undergo further fabrication, welding, or additional surface finishing.
Compared with cold-rolled finishes such as No. 2B or Bright Annealed (BA), No. 1 Finish has a higher surface roughness and is less suitable for decorative or hygienic applications. However, its excellent performance at elevated temperatures and cost-effective manufacturing make it a practical choice for many industrial environments.
No. 1 Finish is widely used for industrial equipment, pressure vessels, heat exchangers, structural components, chemical processing equipment, and high-temperature applications where mechanical performance is more important than decorative appearance.
No. 1 Finish is not recommended for decorative, sanitary, or customer-facing applications requiring a smooth, bright, or easy-to-clean surface. For these applications, No. 2B, Bright Annealed (BA), or polished finishes are generally more suitable.

No. 2D Finish is a cold-rolled mill finish produced by cold rolling, annealing, and pickling without a final skin pass. Compared with No. 1 Finish, it has a smoother and more uniform matte appearance, while retaining excellent durability for industrial use.
Although No. 2D Finish has lower reflectivity than No. 2B, its slightly rougher surface provides good formability and wear resistance. It is often selected for components that require further fabrication, painting, coating, or deep drawing rather than decorative appearance.
Because the surface is pickled after annealing, No. 2D Finish offers reliable corrosion resistance for many industrial environments. However, its matte appearance makes it less suitable for applications where a smooth, bright finish is preferred. (See the Satin Finish section below for how the term "matte" is used across several different finishes — 2D is one of them, not the only one.)
No. 2D Finish is commonly used for chemical processing equipment, pressure vessels, industrial tanks, heat exchangers, structural components, and fabricated products where appearance is less important than manufacturing performance.
No. 2D Finish is not recommended where a bright appearance, low surface roughness, or high aesthetic quality is required. Applications requiring decorative finishes or enhanced cleanability typically use No. 2B, BA, or mechanically polished finishes instead.
Among all mill finishes, No. 2B Finish is one of the most widely specified stainless steel surface finishes for tubes, sheets, and fabricated products. It is produced by cold rolling, annealing, pickling, and a light skin pass, creating a smooth, semi-reflective surface with excellent dimensional consistency.
The additional skin pass improves surface smoothness and flatness, making No. 2B easier to fabricate, weld, clean, and polish than No. 2D. It also provides better corrosion resistance and is suitable for a wide range of commercial and industrial environments.
Because it balances appearance, corrosion resistance, fabrication performance, and cost, No. 2B Finish is often considered the general-purpose stainless steel finish. It serves as the starting surface for many polished finishes and is widely used across industries.
No. 2B Finish is widely used for stainless steel tubes, kitchen equipment, food processing equipment, pharmaceutical equipment, architectural components, water treatment systems, pressure vessels, and general industrial fabrication.
No. 2B Finish is not recommended for projects requiring a highly decorative appearance or a true mirror-like surface. Architectural and premium decorative applications often specify No. 4, hairline, or No. 8 Mirror Finish instead.
Read More:

Bright Annealed (BA) Finish, also known as 2R under EN standards, is a highly smooth and reflective mill finish produced through cold rolling followed by bright annealing in a controlled oxygen-free atmosphere. Unlike conventional annealing, this process prevents surface oxidation, eliminating the need for pickling while preserving a clean, bright appearance.
The result is a finish with excellent surface smoothness, high reflectivity, and superior corrosion resistance. Its low surface roughness also makes it easier to clean, making BA Finish a popular choice for hygienic and decorative applications.
Although BA Finish has a bright appearance, it is not a true mirror finish. Compared with No. 8 Mirror Finish, BA has lower reflectivity but offers a more economical solution for applications requiring a clean, attractive surface.
Bright Annealed Finish is widely used for decorative stainless steel tubes, sanitary tubing, food and beverage processing equipment, pharmaceutical equipment, kitchen appliances, commercial refrigeration, automotive trim, and architectural components.
BA Finish is not recommended where a true mirror reflection is required or where heavy surface abrasion is expected, as its bright surface can make scratches and fingerprints more noticeable. For a higher level of reflectivity, No. 8 Mirror Finish is the preferred choice.
Mechanically finished surfaces are produced by grinding, brushing, buffing, or polishing the stainless steel surface after the initial mill finish has been created. These processes improve surface smoothness and appearance while creating finishes with different levels of reflectivity, texture, and surface roughness.
Depending on the polishing method and abrasive grit used, mechanical finishes can range from coarse directional grain patterns to highly reflective mirror surfaces. They are widely used for architectural, decorative, commercial, and sanitary stainless steel tubes where both aesthetics and performance are important.
This category includes the standard finish designations No. 3, No. 4, No. 6, No. 7, and No. 8 (Mirror Finish), along with commonly used commercial terms such as hairline and satin. While hairline and satin are not standardized finish grades, they generally refer to finer brushed surface textures that are closely related to No. 4 finishes. Each is covered in detail below.
No. 3 Finish is a mechanically polished surface produced using 80 to 100 grit abrasives, resulting in a uniform directional grain with a relatively coarse appearance. It is primarily used as an intermediate finish, providing a smooth and consistent surface that can be further polished to achieve finer finishes such as No. 4 or No. 8.
Compared with finer polished finishes, No. 3 offers a practical balance between surface quality and manufacturing cost. While it is less reflective than No. 4, its coarse grain pattern makes it suitable for fabricated components where a decorative appearance is not the primary requirement.
No. 3 Finish is commonly used for food processing equipment, commercial kitchen equipment, industrial work surfaces, brewing equipment, and fabricated stainless steel components that may require additional polishing after fabrication.
No. 3 Finish is not recommended for applications where a fine decorative appearance, high surface reflectivity, or strict hygiene requirements are essential. For architectural features, public-facing installations, food-grade equipment, or pharmaceutical applications, finer finishes such as No. 4, Bright Annealed (BA), or electropolished surfaces are generally more suitable.
No. 4 Finish is the most widely specified polished stainless steel finish for architectural, decorative, and commercial applications. Produced using 150 to 180 grit abrasives, it features a fine, continuous directional grain that creates the familiar satin-like appearance seen on many stainless steel products.
The combination of an attractive appearance, good corrosion resistance, and relatively low maintenance makes No. 4 one of the most versatile stainless steel finishes. Unlike mirror finishes, it helps reduce the visibility of fingerprints, scratches, and minor surface damage, making it a practical choice for areas that receive frequent public contact.
Because of its balance of aesthetics and durability, No. 4 Finish is commonly specified for stainless steel tubes used in both interior and exterior architectural projects.
No. 4 Finish is widely used for architectural stainless steel tubes, handrails, balustrades, elevator interiors, commercial kitchens, wall cladding, furniture, and decorative metalwork.
No. 4 Finish is not recommended for applications requiring a true mirror reflection, ultra-low surface roughness for hygienic processing, or environments where a non-directional polished appearance is specified.
These three terms cause more confusion than any other part of the finish family, because they describe closely related — but not identical — surfaces. Here's how they relate:
| Comparison | No. 4 Finish | Hairline Finish | Satin Finish |
|---|---|---|---|
| What it is | A standardized ASTM finish designation for a brushed stainless steel surface | A commercial term describing a finer, more refined brushed finish with tighter grain lines; not a separate ASTM grade | A commercial term for a smooth, low-reflective directional finish; the exact meaning may vary by supplier |
| Standard / Classification | ASTM standardized finish | No separate ASTM designation; usually specified by appearance or supplier process | No separate ASTM designation; should be confirmed with the supplier |
| Typical Grit / Processing | Commonly produced with 150–180 grit abrasive belts | Typically uses finer abrasive processing to create tighter, less visible grain lines | Often produced with fine abrasive belts; grit range varies depending on supplier and application |
| Visual Appearance | Clearly visible, uniform directional grain with a consistent brushed texture | Very fine, continuous grain with a subtle, premium appearance | Smooth, soft, low-glare directional surface with a less pronounced grain |
| Main Advantages | Widely available, cost-effective, durable, and easy to maintain | More elegant appearance; hides fingerprints and minor scratches better than mirror finishes | Low glare, clean appearance, and suitable for both decorative and practical applications |
| When to Specify | When a recognized standard finish is required or when specifying by ASTM designation | When a finer, more refined brushed appearance is desired for architectural or decorative applications | When a supplier uses “satin” as their standard finish term; confirm the actual process and surface specification |
In practice, No. 4, Hairline, and Satin finishes are often confused because their appearances overlap. No. 4 is a standardized finish grade, while Hairline and Satin are commercial terms commonly used to describe finer or lower-glare brushed surface appearances. However, these commercial terms are not always defined identically across suppliers. Always confirm the actual polishing process, grit range, and surface requirements with the manufacturer.
Hairline Finish is a decorative mechanical finish characterized by fine, continuous, unidirectional grain lines that create a clean, refined appearance with low reflectivity. Compared with a standard No. 4 Finish, the grain pattern is typically finer and more closely spaced, giving the surface a more uniform, understated look while helping to conceal fingerprints, minor scratches, and everyday wear.
Hairline Finish is sometimes marketed as a Brushed Finish or Grained Finish, although usage varies across manufacturers and markets. Some suppliers use these terms to describe the finer Hairline texture presented here, while others use "Brushed Finish" more broadly for a standard No. 4 directional grain. Because these are commercial rather than standardized finish names, confirm the actual polishing process, grit range, or finish specification with the supplier rather than relying on the terminology alone.
Its refined appearance and practical durability make Hairline Finish one of the most popular choices for decorative stainless steel tubes used in architectural and commercial projects.
Hairline Finish is commonly used for architectural stainless steel tubes, handrails, balustrades, elevator panels, decorative columns, shop fittings, furniture, and interior wall cladding where a refined linear finish is preferred.
Hairline Finish is not recommended for applications requiring a true mirror reflection, a non-directional surface appearance, or projects where a standardized finish designation is required without allowing commercial finish variations.
Read Also: Hairline Finish Vs Mirror Finish

Satin Finish is a widely used commercial term for a smooth, low-reflective polished surface that provides an excellent balance between appearance, durability, and ease of maintenance. In many applications, it is produced using a polishing process similar to No. 4 Finish, although the exact grit size, polishing method, and final appearance may vary between manufacturers.
Its soft sheen and reduced glare make Satin Finish a popular choice for architectural, food-grade, and commercial applications where a clean, professional appearance is preferred over a highly reflective surface.
It is worth noting that "satin" and "matte" are often used interchangeably in commercial specifications, but they are not technically identical. Matte describes the visual appearance of a surface rather than a specific manufacturing process. For example, a No. 2D mill finish, a mechanically polished Satin Finish, or certain chemically treated surfaces may all be described as matte because they have a low-reflective appearance.
For projects with specific performance requirements, buyers should specify the required finish designation, polishing process, grit range, or surface roughness (Ra) rather than relying solely on descriptive terms such as satin or matte.
Satin Finish is widely used for architectural stainless steel tubes, kitchen equipment, medical and laboratory equipment, commercial interiors, furniture, and consumer-facing fixtures where a refined, low-glare appearance is desired.
Satin Finish is not recommended for applications requiring a true mirror finish, a distinct coarse directional grain, or projects where the finish specification depends on a precise industry designation rather than a commercial finish description. In these cases, the required finish code (such as No. 4 or BA) or the target surface roughness (Ra) should be specified.

No. 6 Finish is a fine satin finish produced by refining a No. 4 Finish with finer polishing media, creating a softer, less directional appearance. Compared with No. 4, it has a smoother surface and lower reflectivity, giving it a more uniform and understated look.
Because of its refined satin texture, No. 6 Finish is often selected for architectural and decorative applications where a premium appearance is desired without the high reflectivity of a mirror finish. It also offers good cleanability and durability, making it suitable for both interior and exterior environments.
No. 6 Finish is commonly used for architectural stainless steel tubes, decorative columns, interior wall panels, elevator components, commercial interiors, and high-end decorative metalwork where a refined satin appearance is preferred.
No. 6 Finish is not recommended for applications requiring a highly reflective mirror surface, a distinct linear grain pattern, or heavy-duty industrial environments where appearance is not a priority.
No. 7 Finish is a high-gloss polished finish produced by progressively polishing the stainless steel surface with fine abrasives, followed by buffing. It provides a bright, reflective appearance while retaining slight polishing lines, making it more reflective than No. 6 but less flawless than a true mirror finish.
Compared with No. 8 Mirror Finish, No. 7 offers an attractive high-gloss appearance at a lower processing cost. It is often specified for decorative applications where strong visual impact is desired but a perfect mirror reflection is not essential.
No. 7 Finish is commonly used for decorative stainless steel tubes, architectural trim, wall panels, display fixtures, retail interiors, signage, and luxury commercial projects.
No. 7 Finish is not recommended for applications requiring perfect mirror clarity, environments with frequent physical contact where fingerprints and scratches are easily visible, or hygienic systems requiring electropolished surfaces.
No. 8 Finish, commonly known as Mirror Finish, is the highest standard of mechanically polished stainless steel surface. It is produced through multiple stages of fine grinding, polishing, and buffing until the surface becomes smooth enough to create a clear, mirror-like reflection with virtually no visible polishing lines.
Unlike Bright Annealed (BA) Finish, which achieves its brightness during heat treatment, No. 8 Mirror Finish obtains its appearance through extensive mechanical polishing. This results in a higher level of reflectivity, making it the preferred choice for applications where aesthetics are a primary consideration.
Although No. 8 Finish offers excellent corrosion resistance and is easy to clean, its highly reflective surface makes fingerprints, scratches, and surface damage more noticeable. As a result, it is often selected for premium architectural and decorative projects where regular maintenance is acceptable.
No. 8 Finish is widely used for decorative stainless steel tubes, luxury architectural projects, hotel interiors, shopping malls, elevators, feature columns, wall cladding, sculptures, signage, and high-end commercial spaces where a mirror-like appearance is desired.
No. 8 Finish is not recommended for high-traffic public areas where scratches and fingerprints are difficult to control, heavy industrial environments where appearance is not a priority, or applications where frequent maintenance is impractical.

While mill finishes and mechanically polished finishes are suitable for most applications, some projects require additional surface treatments to achieve specific performance characteristics. Unlike standard finish designations, these treatments are selected to improve hygiene, restore corrosion resistance, modify surface texture, or enhance mechanical properties rather than simply changing appearance.
The following specialty surface treatments are commonly used for stainless steel tubes and fabricated products in demanding industrial, sanitary, and architectural applications.
When maximum cleanliness, corrosion resistance, and surface smoothness are required, Electropolishing is often preferred over conventional mechanical polishing.
Electropolishing is an electrochemical finishing process in which a thin layer of metal is dissolved from the stainless steel surface in a controlled electrolyte bath. Unlike mechanical polishing, which smooths the surface through abrasion, electropolishing removes microscopic peaks, burrs, and embedded contaminants, producing an exceptionally smooth surface with a lower surface roughness (Ra) and enhanced corrosion resistance.
Because it creates a clean, passive surface with minimal microscopic crevices, electropolishing is widely specified for applications where hygiene and contamination control are critical.
Electropolished stainless steel is widely used for pharmaceutical equipment, biotechnology systems, semiconductor manufacturing, food and beverage processing, medical devices, and ultra-high-purity piping systems.
Electropolishing is not recommended for general architectural or industrial applications where its higher processing cost does not provide significant functional benefits. For many decorative projects, No. 4 or No. 8 Mirror Finish provides a more cost-effective solution.
After hot rolling, heat treatment, or welding, stainless steel surfaces often contain oxide scale, heat tint, and other contaminants that reduce corrosion resistance. Pickling removes these surface impurities and restores the clean metallic surface before the product enters service or receives additional finishing.
Pickling is a chemical treatment, typically using nitric acid or mixed acid solutions, to dissolve heat scale, welding oxides, and surface contamination. It is primarily a surface preparation process rather than a decorative finish. In fact, as discussed earlier, No. 1, No. 2D, and No. 2B all include pickling as part of their manufacturing process.
After pickling, the surface is thoroughly rinsed to remove residual acids. Depending on the application, a separate passivation treatment may then be performed to further strengthen the chromium-rich passive layer that protects stainless steel from corrosion.
Pickled surfaces are widely used for chemical processing equipment, welded stainless steel tubes, pressure vessels, industrial piping, storage tanks, and process systems where corrosion resistance is more important than decorative appearance.
Pickling alone is not recommended for decorative applications requiring a polished or reflective appearance. Where aesthetics are important, it is typically followed by mechanical polishing or other decorative finishing processes.

When a uniform matte texture, reduced glare, or improved coating adhesion is required, Sand Blasting provides an effective alternative to polished finishes.
Sand blasting is a mechanical surface treatment that propels fine abrasive media against the stainless steel surface under pressure, creating a consistent textured appearance. Unlike polishing, which smooths the surface, sand blasting intentionally increases surface texture to achieve decorative or functional effects.
The resulting finish provides a distinctive low-reflective appearance while helping conceal fingerprints and minor surface imperfections.
Sand blasted finishes are commonly used for architectural stainless steel tubes, decorative wall panels, sculptures, building facades, public infrastructure, signage, and surfaces requiring preparation before coating or painting.
Sand blasted finishes are not recommended for hygienic or food-grade applications where smooth, easily cleaned surfaces are essential, as the textured surface can retain contaminants more readily than polished or electropolished finishes.
When higher strength and hardness are required without changing the stainless steel grade, Temper Rolling (TR) provides a practical solution through controlled cold working.
Unlike polishing or chemical treatments, Temper Rolling is primarily used to modify the material's mechanical properties rather than its appearance. The process cold-rolls an annealed strip to a controlled reduction, increasing strength and hardness through work hardening while reducing ductility and formability.
Because different applications require different balances of strength and formability, TR finishes are available in various temper levels rather than representing a single standardized condition.
Temper Rolled stainless steel is commonly used for springs, precision components, automotive parts, industrial equipment, structural components, and fabricated products where increased mechanical strength is more important than maximum formability.
TR Finish is not recommended for applications involving extensive deep drawing, severe bending, or complex forming after temper rolling, as the reduced ductility increases the risk of cracking during fabrication.
While standard mill, polished, and specialty surface treatments are selected primarily for performance, some finishes are developed specifically to enhance the visual appearance of stainless steel. These decorative finishes are widely used in architectural and interior design applications, where aesthetics are just as important as corrosion resistance and durability.
Patterned Finishes are created by embossing or rolling textured patterns into the stainless steel surface, producing a three-dimensional appearance rather than a flat polished finish. Common patterns include linen, leather, diamond, and wave textures, with EN 10088 designations such as 2M and 2W covering various embossed and textured finishes.
Beyond their decorative appeal, patterned finishes help conceal fingerprints, minor scratches, and everyday wear better than smooth polished surfaces. Some textured patterns can also improve slip resistance for specific architectural applications.
Patterned finishes are commonly used for elevator interiors, wall cladding, decorative panels, handrails, ceilings, commercial buildings, hotels, and other high-touch architectural surfaces.
Patterned finishes are not recommended for hygienic processing equipment or applications requiring an exceptionally smooth, easy-to-clean surface.

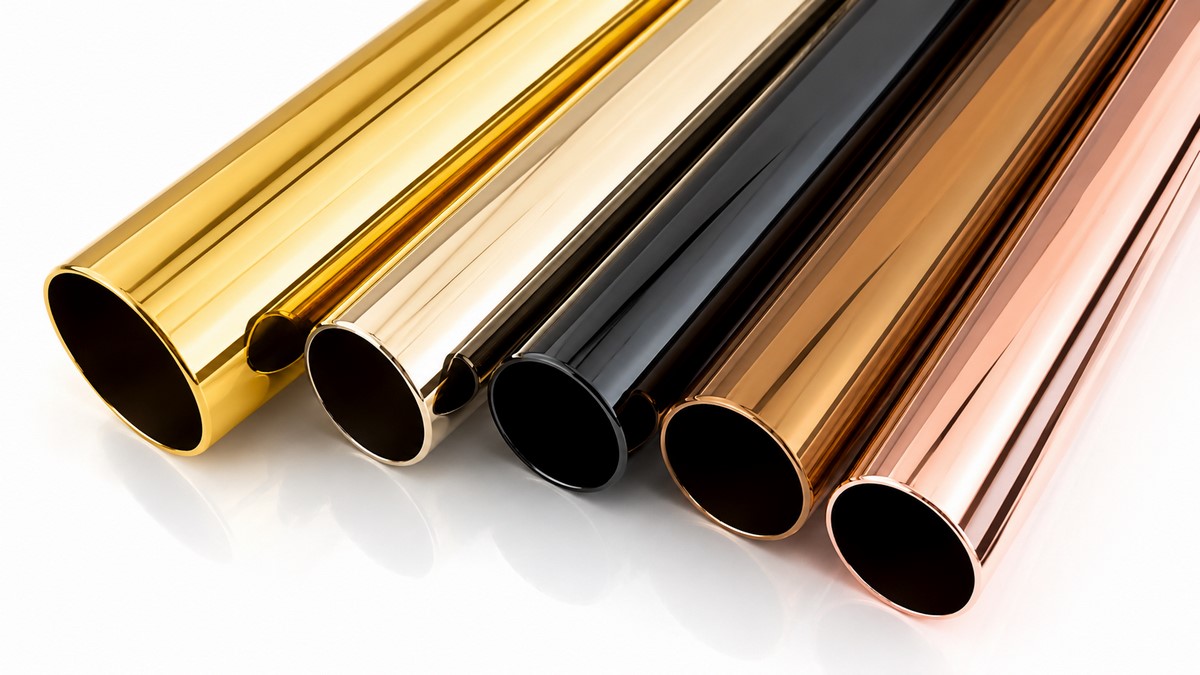
Colored Finishes add a decorative color layer to stainless steel while preserving its corrosion resistance. The most common method is Physical Vapor Deposition (PVD), which bonds a thin, durable ceramic coating to the stainless steel surface. Unlike conventional paint, PVD coatings offer excellent wear resistance while maintaining the appearance and durability of the underlying material.
Common architectural colors include gold, bronze, black, champagne, and rose gold, making colored stainless steel increasingly popular for premium commercial and hospitality projects.
Colored finishes are widely used for architectural cladding, decorative stainless steel tubes, handrails, elevators, hotel interiors, retail stores, restaurants, luxury residences, and commercial feature walls.
Colored finishes are not recommended for general industrial processing equipment or hidden structural components where appearance provides little functional value and the additional cost cannot be justified.
With so many stainless steel surface finishes available, selecting the right option can be challenging. The best finish depends on the application's requirements, including appearance, corrosion resistance, cleanability, maintenance, fabrication, and budget.
The table below provides a quick comparison of the most commonly specified stainless steel surface finishes, helping engineers, architects, fabricators, and buyers identify the most suitable option for their project.
| Finish | Appearance | Reflectivity | Corrosion Resistance | Cleanability | Typical Applications |
|---|---|---|---|---|---|
| No.1 | Rough matte | Very Low | Good | Fair | Industrial equipment |
| 2D | Smooth matte | Low | Good | Good | Chemical equipment |
| 2B | Smooth semi-bright | Medium | Very Good | Very Good | General-purpose tubes |
| BA | Bright smooth | High | Excellent | Excellent | Sanitary & decorative |
| No.3 | Coarse grain | Low | Good | Good | Intermediate polishing |
| No.4 | Satin brushed | Medium | Very Good | Very Good | Architecture |
| Hairline | Fine linear grain | Low | Very Good | Very Good | Decorative tubing |
| Satin | Soft low-glare | Low | Very Good | Very Good | Commercial interiors |
| No.6 | Fine satin | Medium | Very Good | Very Good | Premium architecture |
| No.7 | High-gloss | High | Very Good | Good | Decorative panels |
| No.8 Mirror | Mirror | Highest | Excellent | Excellent | Luxury decoration |
| Electropolished | Ultra-smooth | High | Excellent | Excellent | Pharmaceutical, food, semiconductor |
| Sand Blasted | Textured matte | Very Low | Good | Fair | Architectural feature walls |
| Finish | Visual Effect | Fingerprint Resistance | Best For |
|---|---|---|---|
| Hairline | Fine linear grain | Excellent | Decorative tubes, handrails |
| Satin | Soft low-glare | Very Good | Commercial interiors |
| Mirror | Highly reflective | Poor | Luxury architecture |
| Patterned | Embossed texture | Excellent | Elevators, wall cladding |
| Colored (PVD) | Decorative colored surface | Good | Hotels, retail, premium interiors |
Surface roughness refers to the microscopic irregularities on a stainless steel surface after manufacturing or finishing. It is commonly expressed as Ra (Roughness Average), which measures the average height of surface peaks and valleys, typically in micrometres (µm) or microinches (µin).
In general, the lower the Ra value, the smoother the surface. A smoother surface is typically easier to clean, less likely to trap contaminants, and often provides better corrosion resistance in demanding environments. However, a lower Ra value does not automatically mean a better finish—the ideal surface roughness depends on the application's functional and aesthetic requirements.
Surface roughness affects much more than appearance. It can influence product performance, maintenance requirements, and long-term durability.
Corrosion resistance: Smoother surfaces (lower Ra) leave fewer microscopic sites where moisture, chlorides, or contaminants can collect, which is why hygienic finishes like BA and electropolished surfaces combine low Ra with strong corrosion performance.
Cleanability: In food, pharmaceutical, and medical applications, Ra directly affects how easily bacteria and residue can be cleaned from a surface — most sanitary specifications (such as ASTM A270 for sanitary tubing) call out a maximum Ra value rather than just a finish name, since two suppliers' "No. 4" can vary in actual roughness.
Coating and bonding: For applications requiring paint or adhesive bonding, a small amount of roughness can actually improve mechanical adhesion — which is one reason sandblasted or No. 3 finishes are sometimes specified as a coating base rather than a smoother polished surface.
The following values are typical industry ranges. Actual surface roughness may vary depending on the manufacturer, polishing process, abrasive grit, and project specification.
| Surface Finish | Typical Ra (µm) | Surface Appearance |
|---|---|---|
| No. 1 | 3.0–6.0 | Rough, hot-rolled matte |
| No. 2D | 0.6–1.2 | Smooth matte |
| No. 2B | 0.3–0.6 | Smooth, semi-bright |
| Bright Annealed (BA) | 0.05–0.30 | Bright, smooth |
| No. 4 | 0.4–0.8 | Fine brushed satin |
| Hairline | 0.2–0.6 | Fine linear grain |
| No. 8 Mirror | ≤0.10 | Mirror-like finish |
| Electropolished | ≤0.25 (often lower) | Ultra-smooth hygienic surface |
Note: These values are provided as general reference only. Surface roughness can vary between manufacturers, polishing methods, stainless steel grades, and customer specifications. Always confirm the required Ra value when surface performance is critical.
For many general applications, specifying a standard finish designation such as No. 2B, No. 4, or BA is sufficient. However, for projects where hygiene, corrosion resistance, sealing performance, or surface consistency is critical, it is often better to specify the required surface roughness (Ra) in addition to the finish designation.
For example, pharmaceutical, semiconductor, and food processing equipment frequently specify a maximum Ra value to ensure consistent cleanability and process performance, while architectural projects may prioritize visual appearance and grain direction over a particular roughness measurement.

Stainless steel surface finishes are standardized under different systems worldwide, with ASTM (American Society for Testing and Materials) and EN (European Norms) being two of the most widely recognized standards. While both classifications define finish types, they use different naming conventions and sometimes slight variations in processing methods.
In the ASTM system, finishes are labeled with numbers such as No. 1, 2B, No. 4, and No. 8, each representing a different level of smoothness and reflectivity. For example, No. 4 finish (a brushed surface) is commonly used in architectural and kitchen applications, while No. 8 mirror finish is used in decorative applications.
The EN system (EN 10088-2), used in Europe, categorizes finishes with designations like 1D, 2B, 2J, and 2R. A 1D finish in EN is similar to ASTM’s No. 1, while a 2R finish (Bright Annealed) corresponds to the BA finish in ASTM.
The table below provides a comparison of ASTM and EN stainless steel finishes to help in selecting the right finish for your application.
| ASTM / Commercial Finish | Typical EN Equivalent | Processing Method | Surface Characteristics | Typical Applications |
|---|---|---|---|---|
| No. 1 | 1D | Hot rolled, annealed, pickled | Rough, dull, non-reflective | Industrial equipment, tanks, structural components |
| 2D | 2D | Cold rolled, annealed, pickled | Smooth, matte, low reflectivity | Chemical equipment, deep drawing applications |
| 2B | 2B | Cold rolled, annealed, pickled, skin passed | Smooth, slightly reflective | Kitchen equipment, medical equipment, industrial tubing |
| BA (Bright Annealed) | 2R | Bright annealed in a controlled atmosphere | Very smooth, highly reflective | Food processing, pharmaceutical equipment, decorative tubing |
| No. 3 | 1G / 2G* | Coarse mechanical grinding | Uniform directional grain | Kitchen equipment, industrial applications |
| No. 4 (Brushed) | 1J / 2J* | Fine mechanical brushing | Satin brushed finish with fine linear grain | Architectural tubes, elevators, appliances |
| Hairline | Commercial designation | Fine mechanical brushing | Very fine, continuous directional grain | Decorative tubes, handrails, elevator panels, architectural trim |
| Satin | Commercial designation | Fine mechanical polishing (varies by supplier) | Smooth, low-glare brushed appearance | Commercial interiors, kitchen equipment, architectural applications |
| No. 6 | No direct EN equivalent | Fine brushing of a No. 4 finish | Smooth satin appearance | Decorative and architectural applications |
| No. 7 | No direct EN equivalent | Multi-stage polishing | High-gloss finish with slight polishing lines | Decorative applications |
| No. 8 (Mirror Finish) | Typically 2P* | Multi-stage polishing and buffing | Mirror-like, highly reflective | Luxury interiors, architectural decoration |
Choosing the right stainless steel surface finish requires more than selecting the most attractive option. The ideal finish depends on where the stainless steel will be used, the required performance, maintenance expectations, and project budget. A finish that works well for decorative applications may not be suitable for food processing equipment or industrial environments.
When selecting a stainless steel tube surface finish, consider the following factors:
The operating environment is one of the most important factors when choosing a finish. Exposure to moisture, chemicals, temperature changes, and contaminants can affect both appearance and performance.
The visual appearance of stainless steel is often a key consideration, especially for architectural and decorative projects. However, highly reflective finishes usually require more maintenance.
| Requirement | Recommended Finish |
|---|---|
| Mirror-like appearance | No.8 Mirror Finish |
| Decorative architectural surfaces | No.4, Hairline, Satin |
| Reduced fingerprints and visible marks | Satin, Brushed, Hairline |
| Industrial appearance with low maintenance | 2B, 2D |
For example, a mirror finish can create a premium appearance for decorative tubes and interiors, but fingerprints, scratches, and surface imperfections are more noticeable. A brushed or satin finish provides a more practical solution for high-traffic environments.
Surface roughness is especially important in industries where hygiene and cleanability are critical.
A smoother surface generally provides:
For example:
The manufacturing process should also influence finish selection. For stainless steel tubes, welding, bending, cutting, and fabrication can affect the final surface appearance.
Consider:
For example, decorative stainless steel tubes may require post-weld polishing to maintain a uniform hairline or mirror appearance, while industrial tubes may prioritize function over appearance.
Higher-quality finishes usually require additional processing, which increases cost.
A general cost comparison:
| Finish Category | Relative Cost |
|---|---|
| No.1 / 2D Mill Finish | Lower |
| 2B Finish | Moderate |
| BA Finish | Higher |
| No.4 / Hairline Finish | Higher |
| No.8 Mirror Finish | High |
| Electropolished Finish | Highest |
The most expensive finish is not always the best choice. Selecting a finish that matches the actual application can reduce unnecessary costs while maintaining the required performance.
| Application | Recommended Finishes | Reason |
|---|---|---|
| Architectural railings and structures | Hairline, No.4, Satin | Attractive appearance and easier maintenance |
| Decorative furniture and interiors | No.4, Mirror, Satin | Visual appeal and design flexibility |
| Food processing equipment | BA, Electropolished, 2B | Cleanability and hygiene |
| Pharmaceutical equipment | Electropolished, BA | Low surface roughness and contamination control |
| Industrial equipment | No.1, 2D, 2B | Durability and cost efficiency |
| Water and plumbing systems | 2B, BA | Corrosion resistance and smooth surface |
When purchasing stainless steel tubes, buyers should provide detailed finish requirements rather than simply requesting "polished stainless steel." A complete specification should include:
A clear finish specification helps suppliers deliver consistent products and reduces the risk of unexpected appearance or performance issues.

Selecting the correct stainless steel surface finish is essential for achieving the expected appearance, performance, and service life of a product. However, many buyers focus only on the visual aspect of the finish and overlook factors such as application requirements, maintenance, fabrication processes, and long-term performance.
Understanding the common mistakes below can help engineers, fabricators, and project buyers avoid unnecessary costs and select a finish that matches their actual needs.
1. Specifying by appearance alone. A finish that looks similar in a photo or sample chip can perform very differently in service — two "satin" finishes from different suppliers can have meaningfully different Ra values and corrosion performance.
2. Overlooking Ra for hygienic applications. Specifying "No. 4" or "2B" without an Ra requirement leaves room for a supplier to deliver a technically compliant but sanitarily inadequate surface — always pair the finish name with a maximum Ra for food, pharma, and medical work.
3. Choosing a mirror finish for high-touch public areas. No. 8 looks impressive in a rendering, but on a handrail or elevator panel that gets touched constantly, it shows fingerprints and scratches far more than a No. 4 or hairline finish would — and requires more frequent cleaning to look presentable.
4. Ignoring protective film during transport and installation. Polished and mirror finishes are typically shipped with a peelable protective film. Leaving it on too long (risking UV degradation and difficult removal) or removing it too early (risking scratches during installation) are both common, avoidable mistakes.
5. Assuming all pickled/passivated surfaces are equally corrosion resistant. Pickling restores the passive layer, but weld zones, cut edges, and fabrication damage after pickling can still be vulnerable — passivation and proper post-fabrication cleanup matter as much as the original mill finish.
6. Not confirming grain direction on directional finishes. For No. 4, hairline, and satin finishes used across multiple panels or tube runs in one installation, grain direction should be specified explicitly — mismatched grain direction between adjacent pieces is a common and visible fabrication error.
7. Confusing temper with finish. Terms like Temper Rolled (TR) describe the material's mechanical/hardness condition, not its surface texture — specifying "TR" alone doesn't tell a supplier what surface finish you want, and specifying only a finish (like 2B) without a temper leaves the mechanical property requirement unstated. For strength-critical applications, both need to be specified separately.
Textured and patterned finishes (No. 4, hairline, satin, or an embossed pattern like 2M) hide fingerprints and minor surface contact marks noticeably better than smooth, reflective finishes like No. 8 or BA — the directional grain or raised texture breaks up light reflection in a way that disguises smudges. Fully mirror-polished surfaces show fingerprints most visibly and require more frequent wiping in high-touch applications like elevator panels and handrails.
Polished and brushed finishes (No. 4 and above) are commonly shipped with a peelable PVC or PE protective film to prevent scratches during transport, handling, and installation. The film should be left in place until installation is complete and removed promptly afterward — prolonged UV exposure can make some films brittle and harder to remove cleanly. Mill finishes (No. 1, 2D) are typically shipped without film, since their intended use doesn't depend on a pristine surface appearance.
Yes — grain direction is a standard spec parameter for brushed and satin finishes, particularly in architectural applications where visual consistency across panels or tube runs matters. Specify the intended orientation (e.g., running lengthwise along a tube or panel) at the time of order, since correcting grain direction after fabrication isn't practical.
No. The right finish depends on the application, not the price point — a No. 2B finish is the correct, cost-effective choice for most industrial process piping, while a No. 8 mirror finish would be an unnecessary expense there, and conversely under-specified for a luxury architectural feature.
Smoother, less porous finishes — No. 8, BA, and electropolished surfaces — are the easiest to keep clean, since they leave fewer microscopic sites for dirt, oils, or bacteria to collect, and wipe down with a simple detergent and water. Textured finishes hide marks better between cleanings but can require more effort to fully clean out of the surface texture itself.
Vinmay manufactures stainless steel tube across the finish range covered in this guide — from standard 2B mill finish through brushed No. 4, hairline, satin, and mirror finishes — in round, square, rectangular, and custom profiles, to meet sanitary, architectural, and industrial specifications in 201, 304, 304L, and 316L grades. Our team can help match the right finish to your application, fabrication process, and corrosion environment rather than defaulting to whichever is easiest to produce.
If your project calls for a custom finish, specific grain direction, target Ra value, or a finish outside our standard catalog, contact us to discuss production options and request a quotation — we can also provide finish specifications and material certificates to support your procurement process.